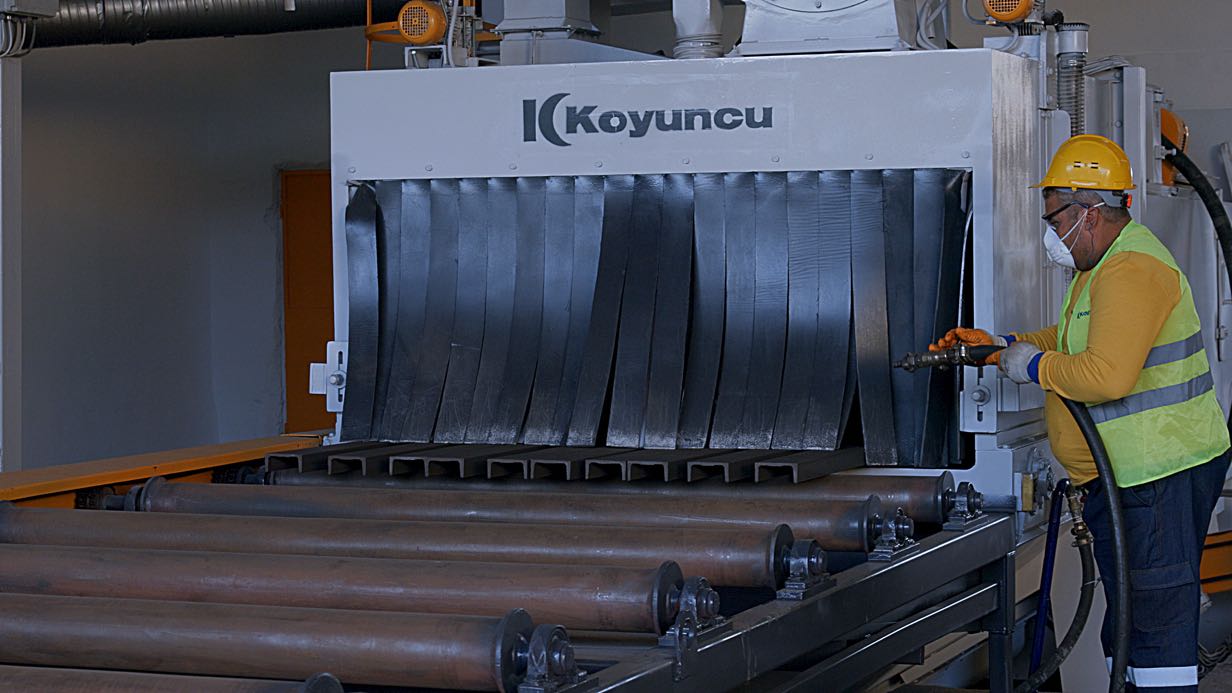
Kumlama Boyama
Kumlama, uygulama yapılması istenen metal yüzeye, basınca dayanıklı bir kazana doldurulmuş aşındırıcı malzemenin kumlama kazanı içerisinde karışıp ardından yüksek basınçla uygulanmak istenen metal yüzeye püskürtülerek üzerindeki pas ve cürufun temizlenmesi işlemidir. Çeşitli ebat ve türdeki aşındırıcı ile metal yüzeyi mikron ölçeğinde aşındırılarak toz boyama işlemine hazır hale getirilir. Kumlama işlemi sonrası metal nötr bir hale gelir ve bu sayede uzmanlık alanı uygulamamız Elektrostatik Toz Boya uygulamasına müsait hale gelir. Toz boya, bu nötr yüzeye temas ettiğinde kalıcı bir şekilde tutunur ve daha uzun yıllar malzemenin aynı biçimde kalmasını sağlar. Kumlama işleminde kullanılacak olan aşındırıcı malzeme, uygulanacak olan yüzeyin çeşidine göre çeşitli ebatlarda ve çok çeşitli türlerde olabilmektedir.
Çelik konstrüksiyon kumlama, sanayi boruları kumlama, gemi kumlama, Akaryakıt Dolum Tesisleri, Santraller vb. yerlerde bulunan her türlü tankların, Çelik Konstrüksiyonların, Gemi ve Teknelerin, Ağır Sanayi Makinaların da vb. her türlü çelik yüzeyde, firmamız yılların vermiş olduğu tecrübe ve referanslarla Kumlama ve Boyama uygulamalarında üst düzey kalite ve garantili hizmet sağlamaktadır.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}